升华产品·智能·精准·节能·高效
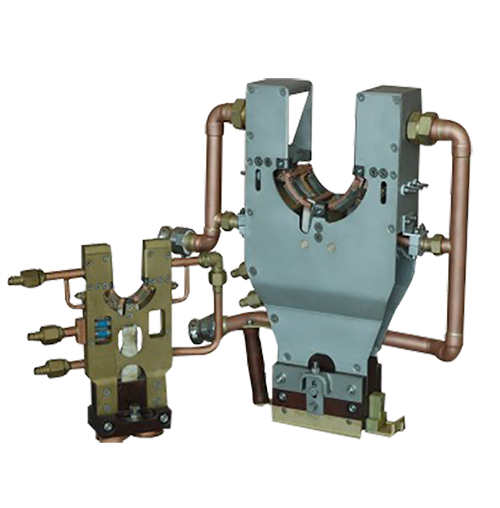
升华感应· 应用案例
产品应用案例

6米输送管感应淬火自动线
应用视频展示

中间轴淬火自动线
应用视频展示

凸轮片淬火
应用视频展示
TJ淬火自动线
应用视频展示
CVJ淬火自动线
应用视频展示
升华感应· 主要优势
中国感应加热行业知名企业
01.服务企业
品牌厂家,高端定制,主要用户有一汽集团、东汽集团、
万向集团、奇瑞汽车公司、卡特彼勒、德尔福、一拖集团等著名企业。


.02产品种类齐全
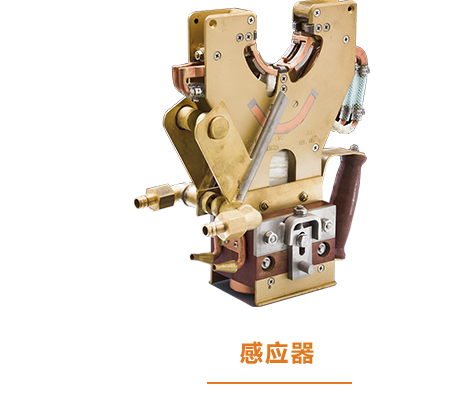
产品有数控淬火机床、复杂感应器、加热电源、淬火变压器以及全自动感应热处理
生产线等4大类27个系列1000余种产品
03.众多著作专利
公司目前已取得专利27项,软件著作10项。
.04涉及多个领域
产品涉及汽车、拖拉机、摩托车、冶金、风电、工程、矿山机械等多个领域。
部分产品已出口日本、意大利、澳大利亚、巴西等10余个国家与地区